PROJETO CONCEITUAL DE UM ESTAMPO DE CORTE PROGRESSIVO PARA CHAPA METÁLICA
ANDRÉ MAGALHÃES DE OLIVEIRA
ERICK DOS SANTOS FABIENSKI
HAMILTON BRITTO
Resumo
Para a sobrevivência no mercado, as empresas precisam encontrar meios para se manterem competitivas e para que isso aconteça, precisam voltar suas atenções para seus processos internos, criando alternativas que sejam capazes de gerar reduções em seus custos de produção e que não impactem na qualidade do produto.
Optou-se pelo processo de fabricação denominado convencional, que utiliza uma máquina denominada prensa Mecânica e o seu corte ocorre pelo método de cisalhamento por ser considerado um processo de fabricação de baixo custo por unidade e que se caracteriza pela homogeneidade das peças produzidas, principalmente quando se trata de produção em série.
Durante a fase do projeto informacional, buscaram-se informações embasadas na revisão bibliográfica. Partindo destas especificações na fase do projeto conceitual buscou elucidar os princípios de solução, para propor algumas concepções de produto alinhadas com as especificações de projeto. Este trabalho apresenta como resultado um projeto conceitual de estampo de corte progressivo para chapas
INTRODUÇÃO
Estampagem se refere a um conjunto de operações executadas na matéria-prima buta, de forma que geralmente se obtém, ao final do processo, um produto acabado em termos de formas e dimensões.
As operações são executadas geralmente com auxilio de ferramentas, instaladas em prensas. Estampagem é um processo de fabricação realizado a frio, no qual uma chapa é colocada sobre uma matriz e submetida a uma força de um punção, de maneira a adquirir a forma geométrica da matriz.
Por estampagem entende-se o processo de fabricação de peças, através do corte ou deformação de chapas em operação de prensagem a frio. Emprega-se a estampagem de chapas para fabricar-se peças com paredes finas feitas de chapa ou fita de diversos metais e ligas. As operações de estampagem podem ser resumidas em três básicas: corte; dobramento; embutimento ou repuxo.
OBJETIVO GERAL
Este trabalho tem por objetivo elaborar o projeto conceitual de um estampo de corte progressivo para chapas metálicas, visando redução de custo e tempo de maquina.
OBJETIVOS ESPECÍFICOS
Conceituar estampo de corte progressivo;
Definir o modelo do estampo aplicável a situação;
Definir a força de corte necessária para a fabricação da peça;
Esboçar o estampo de acordo com o projeto conceitual.
JUSTIVICATIVA
Para uma empresa se manter competitiva frente a concorrência nacional e internacional e preciso dominar seus processos produtivos e estar constantemente buscando soluções eficazes, bem como, o desenvolvimento de novos processos que possibilitem a fabricação de seus produtos em menor tempo, buscando o melhor custo de produção e o melhor reaproveitamento de recursos de materiais.
Dentro dessa premissa foi analisado como alternativa desenvolver um estampo de corte progressivo para chapas metálicas que obtenha como resultado a redução de custo na fabricação de peças seriadas.
OPERAÇÕES DE CORTE
CORTE
O processo corresponde a obtenção de formas geométricas determinadas, a partir de chapas, submetidas a ação de uma ferramenta ou punção de corte, aplicado por intermédio de uma prensa que exerce pressão sobre a chapa apoiada em uma matriz. No instante em que o punção penetra na matriz, o esforço de compressão converte- se em esforço de cisalhamento e ocorre o desprendimento brusco de um pedaço de chapa.
Figura: 1
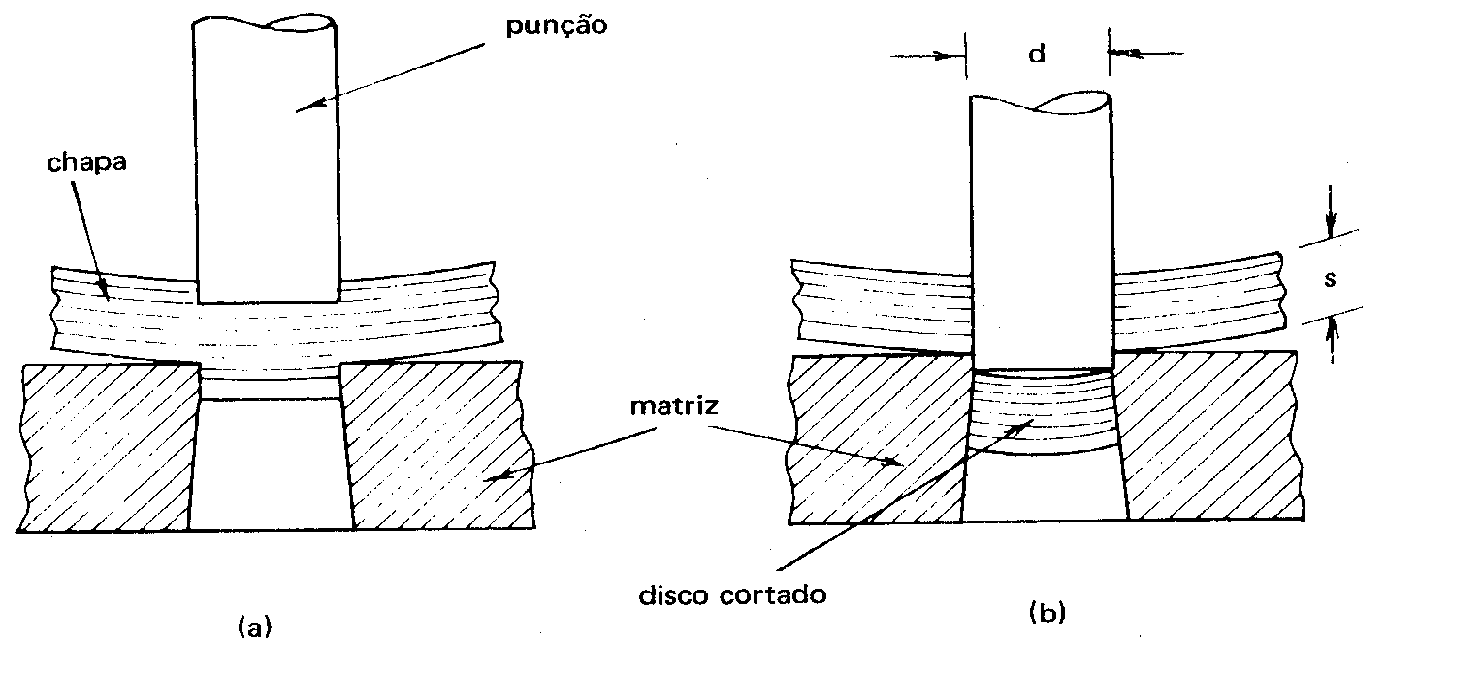
Fonte: Vicente Chiaverini 2º edição
Entalhe
Quando a obtenção de uma forma geométrica através de corte sem separação total do material.
Figura: 2

Fonte: Fatec, Tecnologia em Estampagem
Puncionamento
Quando a obtenção de uma forma geométrica através da perfuração de uma chapa mediante um punção que penetra em um orifício de sua mesma forma em uma placa chamada matriz.
Figura: 3
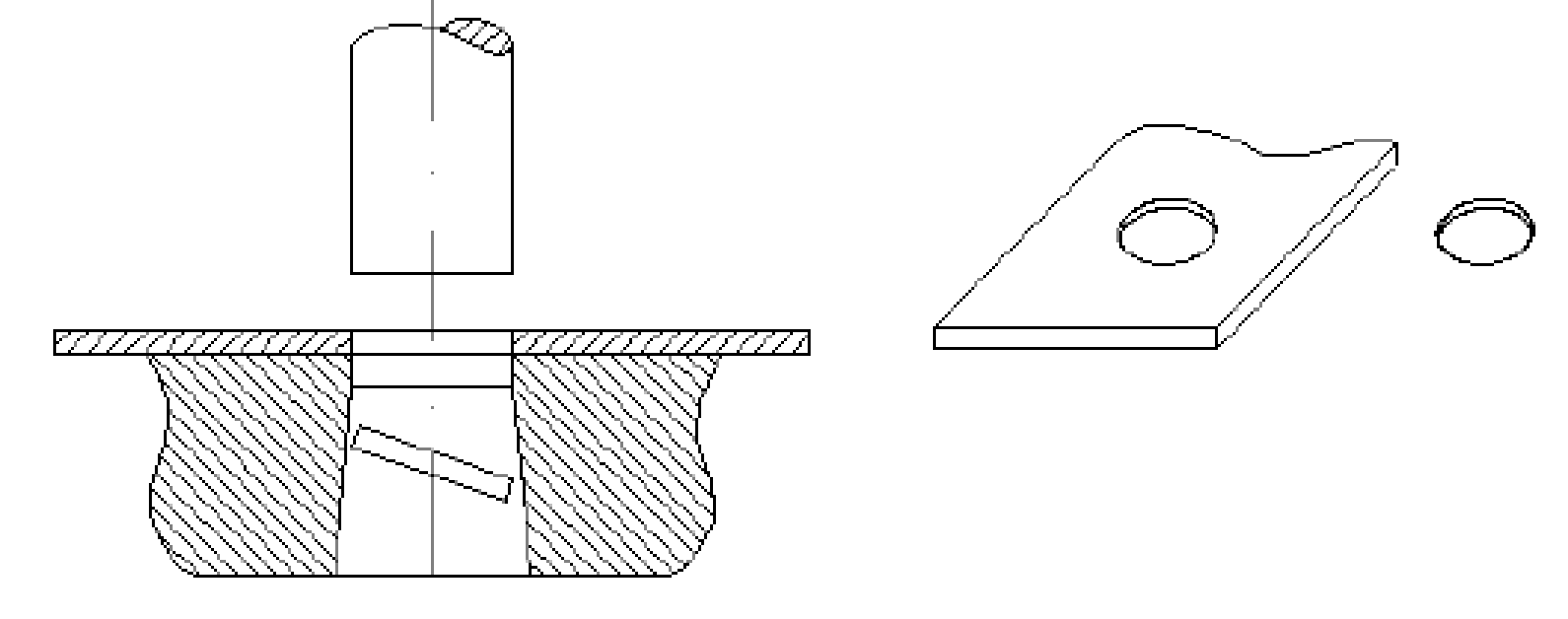
Fonte: Fatec, Tecnologia em Estampagem
Recorte
Quando a obtenção de uma forma geométrica através de uma segunda operação de corte.
Figura: 4

Fonte: Fatec, tecnologia em Estampagem
Transpasse
Quando a obtenção de uma forma geométrica através de uma operação de corte associada com uma operação de deformação.
Figura: 5

Fonte: Fatec, Tecnologia em Estampagem
Características do Produto a ser Estampado
Figura: 6
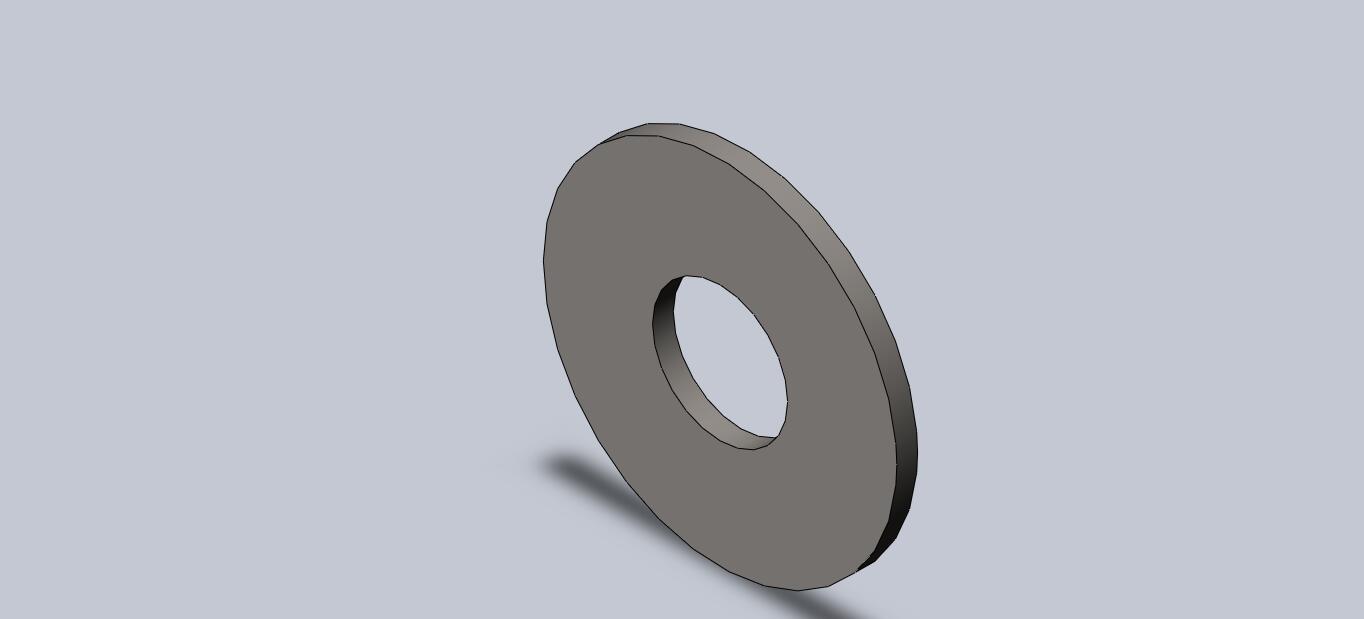
Fonte: Autor
Arruela lisa
Matéria prima: aço SAE 1020
Diâmetro externo 17 mm
Diâmetro do furo 6,5 mm
Espessura 1 mm
Densidade: 0.01 gramas por milímetro³
Massa: 1.53 gramas
Volume: 193.80 milímetros ³
Características do aço 1020
O SAE 1020 é um tipo de aço de boa estampabilidade, e pode ser usado para a fabricação de produtos variados, a utilização desde material para a fabricação da peça, foi escolhido devido suas propriedades mecânicas, principalmente sua baixa dureza e facilidade de ser conformado.
A classificação dos aços segundo as normas da SAE (Society of Automotive Engineers - EUA) é a mais utilizada em todo o mundo para aços-carbono (aços sem adição de elementos de liga, além dos que permanecem em sua composição no processo de fabricação) e aços de baixa liga (aços com baixas porcentagens de elementos de liga).
De um modo geral, os prefixos usam 4 números, sendo; DOIS ÚLTIMOS ALGARISMOS ( os da direita ) para indicar a porcentagem de carbono do aço, em centésimos, tanto para os aços carbono, como para os aços especiais ou aços finos. Assim: SAE 1020: os dois últimos algarismos da direita isto é, o 20, esta indicando que este aço tem 0,20 % ( 20 centésimos% ) de carbono.
Este tipo de aço inclui tanto os chamados aços baixo carbono com até 0,15% de carbono, e aqueles chamados aços doces, com carbono variando de 0,15% a 0,30%. Estes aços não formam martensita por tratamentos térmicos, e sua resistência é aumentada através de trabalho a frio. Suas principais estruturas são a perlita e a ferrita, com isto, não tem grande resistência e dureza. Suas propriedades
mecânicas variam entre limite de escoamento de 275 MPa, resistência a tração entre 380 e 550 MPa e ductilidade em torno de 25%.
Perlita: Formada por uma mistura eutetóide de duas fases, ferrita e cementita, produzida a 723 ºC quando a composição é de 0,8 %. Sua estrutura está constituída por lâminas alternadas de ferrita e cementita, sendo a espessura das lâminas de ferrita superior ao das de cementita, estas últimas ficam em relevo depois do ataque com ácido nítrico. A perlita é mais dura e resistente que a ferrita, porém mais branda e maleável que a cem entita. Apresenta-se em forma laminar, reticular e globular.
Ferrita: Este constituinte está formado por uma solução sólida de inserção de carbono em ferro alfa. É o constituinte mais mole dos aços porém é o mais tenaz, e o mais maleável. Sua solubilidade máxima é de 0,008 %. Pode também manter em solução de substituição a outros elementos tais como Si, P, Ni, Cr , Cu, que aparecem nos aços, bem como impurezas como elementos de ligação. A ferrita apresenta-se nos aços como constituinte e misturada com a cementita para formar parte da perlita. Se o aço é muito pobre em carbono, sua estrutura está formada quase que totalmente por grãos de ferrita cujo os limites podem ser revelados facilmente com o microscópio, depois de um ataque com ácido nítrico diluído. Os grãos são equiaxiais.
As propriedades médias de um aço com 0,2% de carbono em peso giram em torno de:
Massa volumétrica: 7860 kg/m³ (ou 7,86 g/cm³)
Coeficiente de expansão térmica: 11,7 10−6 (C°)−1
Condutividade térmica: 52,9 W/m-K
Calor específico: 486 J/kg-K
Resistividade elétrica: 1,6 10−7Ωm
Módulo de elasticidade (Módulo de Young) Longitudinal: 210GPa
Módulo de elasticidade (Módulo de Young) transversal: 80 GPa
Coeficiente de Poisson: 0,3
Limite de escoamento: 210 MPa
Limite de resistência a tração: 380 MPa
Alongamento: 25%
Trabalho a frio
Por trabalho a frio é entendida a conformaçao do metal enquanto a uma temperatura baixa, normalmente ambiente, as peças produzidas com trabalho a frio tem um acabamento mais brilhante e são mais precisas.
O trabalho a frio resulta em um grande aumento na resistencia ao escoamento, um aumento na resistencia a tração, e um decréscimo na ductilidade.
Estampabilidade
Estampabilidade é a capacidade que a chapa metálica tem de adquirir a forma de uma matriz, pelo processo de estampagem sem se romper ou apresentar qualquer outro tipo de defeito de superfície ou de forma.
A avaliação da estampabilidade de uma chapa metálica depende de muitos testes, tais como: ensaios simulativos (tipo Erichsen, Olsen, Fukui, etc.), ensaios de tração (obtendo-se o limite de escoamento e de resistência, a razão elástica, o alongamento total até a fratura, o coeficiente de encruamento, os coeficientes de anisotropia normal e planar), ensaios de dureza, medida da rugosidade do material, metalografia, etc.
Ainda assim, a análise é incompleta, pois nas operações reais de estampagem ocorre uma combinação complexa de tipos de conformação. A estampabilidade torna-se função não somente das propriedades do material, mas também das condições de deformação e dos estados de tensão e de deformação presentes.
Durante os processos de conformação de chapas, grãos cristalinos individuais são alongados na direção da maior deformação de tração. O alongamento é conseqüência do processo de escorregamento do material durante a deformação. Nos materiais policristalinos os grãos tendem a girar para alguma orientação limite devido a um confinamento mútuo entre grãos.
Este mecanismo faz com que os planos atômicos e direções cristalinas dos materiais com orientação aleatória (materiais isotrópicos) adquiram uma textura, uma orientação preferencial (tornandose anisotrópicos).
Um material isotrópico possui as mesmas propriedades físicas em todas as direções. Já um material anisotrópico tem comportamento não uniforme nas várias direções do material.
A distribuição de orientações tem, portanto, um ou mais máximos. Se estes máximos são bem definidos são chamados de orientações preferenciais, que irão ocasionar variações das propriedades mecânicas com a direção, ou seja, anisotropia. Um modo de avaliar o grau de anisotropia das chapas quando deformadas plasticamente é através do coeficiente de anisotropia.
O coeficiente de anisotropia planar indica a diferença de comportamento mecânico que o material pode apresentar no plano da chapa.
O coeficiente de encruamento (n) é um importante parâmetro para se definir a capacidade de deformação plástica do material, já que este valor é igual à deformação real no ponto de início da estricção. Quanto maior o coeficiente de encruamento, maior a deformação real que o material pode suportar antes da estricção e consequentementemaior a sua capacidade de deformação plástica sem ocorrer estricção ou mesmo a fratura.
A anisotropia cristalográfica tem menor influência sobre operações de pouca conformação. Inicialmente, esta propriedade foi considerada indesejável em materiais destinados a operações de estampagem, devido à chance de formação de orelhas.
Mas é ainda mais importante no que se refere à estampagem profunda, uma vez que nesta operação não se deseja a diminuição significativa da espessura do material.
A capacidade de alongamento de um material é importante para operações de estampagem profunda, e depende diretamente do coeficiente de anisotropia normal.
Em materiais com elevado coeficiente de anisotropia normal, a deformação localizada causa um incremento rápido da resistência mecânica e o material se torna capacitado a resistir cada vez mais à deformação.
Mas em materiais de pequeno coeficiente, a deformação localizada causa estricção (redução de seção) e uma perda da resistência mecânica.
Para determinar se uma peça pode ser estampada sem falhas é utilizada a curva limite de conformação (CLC), que indica a fronteira entre as deformações permissíveis e catastróficas a que o material estará sujeito durante a estampagem.
O comportamento das deformações de um componente estampado é comparado com a CLC do material em questão, qualquer combinação situada abaixo da curva significa deformações que o material pode suportar e, conseqüentemente, as localizadas acima serão referentes a deformações que o material não suportará.
Fatores como espessura, direção de laminação, atrito, entre outros, influenciam o posicionamento da CLC, podendo deslocar a curva mais para cima ou mais para baixo, isto é, aumentando ou diminuindo a estampabilidade do material.
Espessuras: maiores espessuras geram maiores deformações, isto é, há um deslocamento da curva para cima;
Atrito: quanto menor o coeficiente de atrito, maiores serão as deformações e, conseqüentemente, mais acima estarão as curvas;
Direção de laminação: corpos-de-prova cortados na direção de laminação apresentam maiores deformações e, quando cortados de forma perpendicular à direção de laminação, têm menores deformações;
Cálculos para desenvolvimento do projeto
Área do Perímetro de corte.
Perímetro é a medida do contorno de um objeto bidimensional, ou seja, a soma de todos os lados de uma figura geométrica.
Ac=3.14x17( diâmetro externo )x1 ( espessura )
Ac=53.380 mm²
Ac=3.14x6.5(diâmetro do furo )x1
Ac=20.41 mm²
Força de corte
Para que se possa furar a peça é necessária que a prensa atenda as condições exigidas pelo processo, exercendo uma pressão superior à resistência calculada esta pressão depende de vários fatores como: espessura do material, perímetro a ser cortada, resistência do material, entre outros, essa pressão é denominada de força de corte (Fc).

Fc=53.380( perímetro)x40(Tensão de cisalhamento )
Fc= 2135 kgf
Fc=20.41x40
Fc= 816.4 kgf
Fc total= 2951.4 kgf
Folga entre punção e matriz
Figura: 7
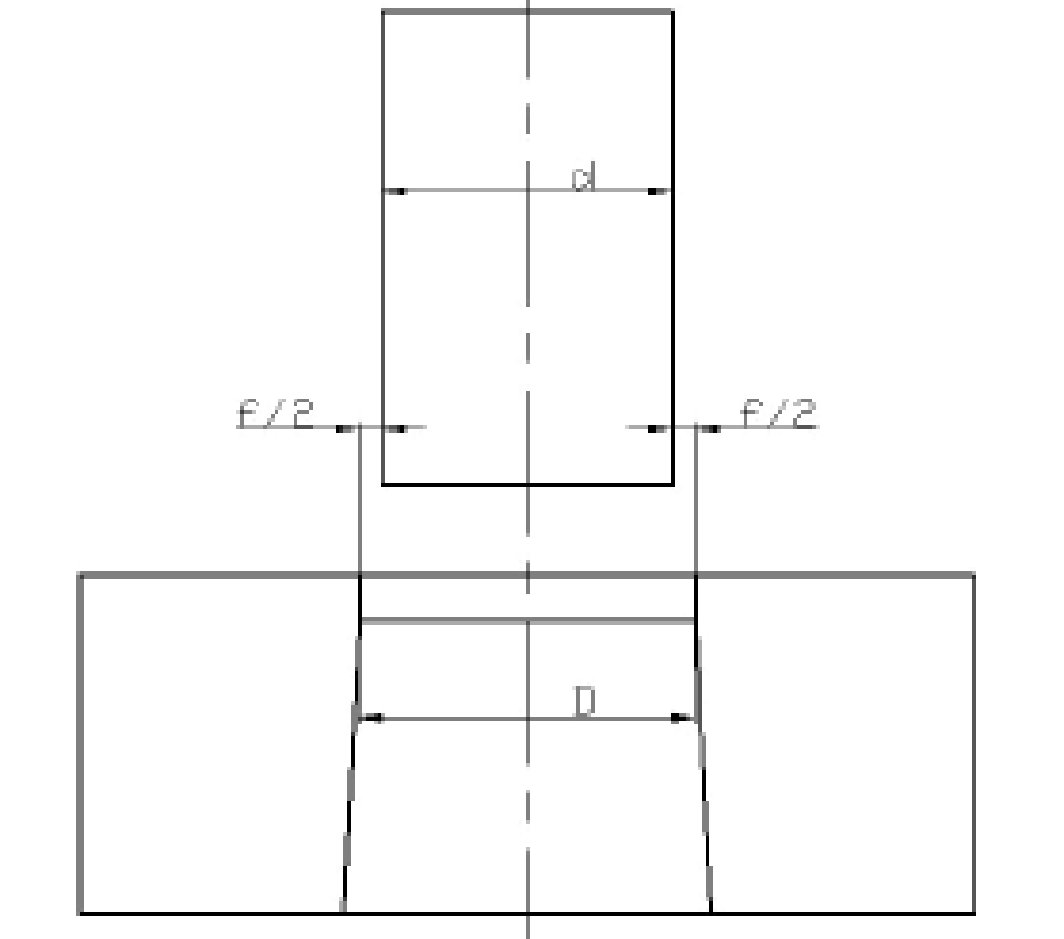
Fonte: Fatec, Tecnologia em Estampagem

F/2=0,005x1x√40
F/2=0.031 mm
Obs. Para o diâmetro de 17 mm a folga vai no punção e a matriz com o diâmetro nominal.
Para o diâmetro de 6,5 mm a folga vai na matriz e o punção na nominal.
O desgaste da matriz e do punção será menor, quando a folga for bem determinada. A folga quando excessiva pode ocasionar deformação e conicidade no bordo do produto, rebarbas nos contornos do produto e do retalho, e quando insuficiente pode ocasionar maior esforço sobre a matriz, chegando ao ponto de trincar a matriz e quebrar o punção.
Estudo do layout da tira
Figura:8
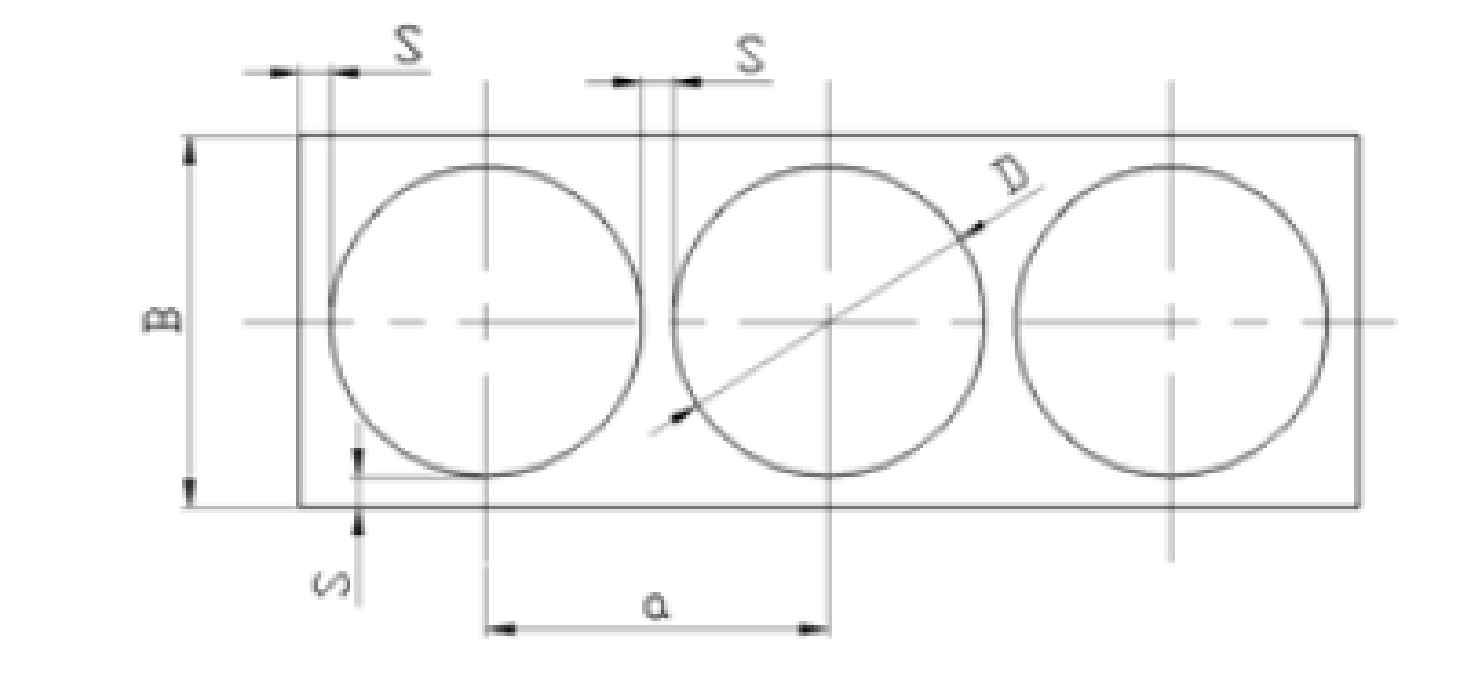
Fonte: Fatec, tecnologia em Estampagem
B= Largura da tira
A= avanço
S=1.8 ( constate )
D= diâmetro da peça
Largura da tira
B=D+2.S
B=17+2x1.8
B=20.6 mm
Avanço
A=D+S
A=17+1.8
A=18.8 mm
Numero de peças por metro de tira
N=1000/D.e
N=1000/17
N=58 peças por metro de tira
% de utilização da tira
% de utilização= AP.Nx100/AT
Onde: AP= Superfície total da peça em mm²
N= número de peças no passo
At=Superfície total da fita em mm²
AP=(π.17²)/4=226.98 mm²
AT=18.8x20.6=387.28 mm²
N=1
% utilização=226.98x1x100/387.28
% utilização=58.6%
Elementos Construtivos de um Estampo de Corte
Figura: 9

Fonte: Provenza
Espiga e Placa Superior
A placa superior e a espiga, são os elementos que sustentam o conjunto móvel do estampo, serve para centralizar todo o conjunto na prensa, e quando o estampo não utiliza espiga a placa superior serve para a fixação na máquina por intermédio de calços, para seu dimensionamento pode ser usado o mesmo material da placa base. O material indicado é o aço (1020 a 1040);
Placa de Choque
A placa de choque tem a função de receber choques produzidos pela cabeça dos punções no momento em que eles furam ou cortam a chapa, torna-se necessária a sua aplicação, quando a força do punção dividida pela área de apoio da cabeça do punção for superior à tensão de compressão do material do cabeçote, a espessura da placa de choque pode variar dentro da faixa de 5 a 8 mm. O material indicado é aço (1040 a 1070), temperada e retificada.
Porta Punção
A placa porta punção, tem a função de manter os punções nos seus devidos lugares, possui rebaixos ou escariados que servem de alojamento para a cabeça do punção servindo como sustentação e guia. O material indicado é aço ( 1040 a 1070 )
Placa Guia
A placa guia tem a função de guiar os punções cortadores e cunhas nas cavidades cortantes da matriz e também de soltar a tira que se prende nos punções, a placa guia é fixada por parafusos tipo allen. O material indicado é o aço (1010 a 1040). A espessura do porta-punção é primordial, sendo considerado no mínimo 0,25 do comprimento do punção.
Pino guia
Sua função é guiar o conjunto superior e inferior do estampo para que não ocorra nenhum deslocamento entre si.
Material: Aço SAE 1010/1020 Cementado – Temperado e Revenido 60-62 HRC., ou Aço SAE 8620 Cementado – Temperado e Revenido 60-62 HRC.
Matriz
A placa matriz é o inverso do punção podem ser inteiriça ou seccionada, na confecção da placa matriz deve ser considerado o ângulo de escape, a espessura, o perfil e a folga entre o punção e a matriz. O material indicado para sua construção são os aços especiais. A força proveniente do punção se distribui ao longo dos gumes da matriz de forma que se não tiver espessura suficiente, acabará estourando. Material indicado é VC 131 temperado.
Placa base
A placa base, é a parte do estampo que fixa o conjunto à mesa da prensa, serve de apoio à placa matriz é fixada por parafusos e pinos guias tem a função de eliminar o choque direto entre a matriz e a mesa, as partes laterais da placa base servem de base para fixar o estampo na mesa da prensa e deve ser observado para não ficar nos lados de entrada ou saída da tira, na sua parte inferior normalmente faz-se um canal em toda sua extensão para retirada de retalhos para este dimensionamento, não se tem uma regra geral, mas sim utiliza-se o bom senso. O material indicado para placa base é o aço (1020 a 1040).
Punção
O punção tem como finalidade executar o corte introduzindo-se nos orifícios da matriz, e trabalha perpendicular à face da matriz. É feito de uma peça inteiriça quando de forma simples, normalmente a superfície inferior é completamente plana, contudo pode ter a sua superfície inferior inclinada para casos que necessite reduzir a força de corte. Para se obter um bom corte o punção e a matriz devem ter uma folga adequada, pois dessa folga depende a qualidade do produto. Os punções com fio de corte inclinado diminuem a força de corte em até 60% e outro artifício para reduzir a força de corte é o escalonamento dos punções. Material indicado é Aço VC 131.
Faca de avanço
A faca de avanço tem com finalidade limitar o passo da tira é um punção cuja largura equivale ao passo da matriz, as facas de avanço se aplicam em peças de espessura de 0,2 até 4mm.
Suporte
O suporte é um simples apoio confeccionado com material comum (ABNT 1020), fixado na parte inferior do estampo no lado oposto da entrada do material e é utilizado para apoiar a tira em caso de estampos progressivos ou na estampagem de peças de dimensões elevadas.
Tratamento térmico
O tratamento térmico do aço refere-se a processos de temperatura e tempo controlados que aliviam tensões residuais e/ou modificam propriedades do material, tais como dureza (resistência), ductilidade e tenacidade.
Outras operações mecânicas ou químicas são às vezes agrupadas sob o título de tratamento térmico. As operações comuns de termo tratamento são recozimento, têmpera, revenido e cementação em caixa (endurecimento superficial).
Recozimento
Quando um material é trabalhado a frio ou a quente, tensões residuais são introduzidas e, como resultado, normalmente ele apresenta uma dureza maior devido a essas operações de trabalho, que mudam sua estrutura de maneira que ele não mais seja representado pelo diagrama de equilíbrio. Normalização e recozimento completo são operações de aquecimento que lhe permitem transformar-se de acordo com o diagrama de equilíbrio. O material a ser recozido é aquecido a uma temperatura 100°F acima da temperatura crítica, aproximadamente. Ele é então mantido nessa temperatura pelo tempo necessário, para que o carbono seja dissolvido e difundido. Assim, o objeto pode esfriar devagar, geralmente no mesmo forno em que foi tratado. Quando a transformação estiver completa, pode-se dizer que houve um recozimento completo também. O recozimento é usado para amolecer um material e torná-lo mais dúctil, bem como para abrandar as tensões residuais e refinar a estrutura de grão.
O termo recozimento inclui o processo chamado normalização. As peças a serem normalizadas podem ser tratadas a uma temperatura ligeiramente mais alta do que no recozimento completo. Isso produz uma estrutura de grão mais grosseira, que é mais facilmente usinada se o material for um aço de baixo carbono. No processo de normalização, a peça é resfriada em ar calmo, à temperatura ambiente. Sendo que esse resfriamento é mais rápido que o resfriamento lento usado no recozimento completo, menos tempo é disponibilizado para o equilíbrio, e o material fica mais duro que o aço completamente recozido. A normalização é frequentemente
usada como uma operação final de tratamento para aço. O resfriamento em ar calmo equivale a uma têmpera lenta.
Têmpera
O aço eutectóide completamente recozido consiste inteiramente em perlita, que é obtida da austenita sob condições de equilíbrio. Já um aço hipoeutectóide completamente recozido consistiria em perlita mais ferrita, ao passo que um aço hipereutectóide, na condição completamente recozida, consistiria em perlita mais cernentita. A dureza do aço de um dado conteúdo de carbono depende da estrutura que substitui a perlita quando o recozimento completo não é realizado.
A ausência de recozimento completo indica uma taxa mais rápida de esfriamento. Essa taxa é o fator que determina a dureza. Uma taxa de esfriamento controlado é chamada têmpera. Uma têmpera branda é obtida por esfriamento em ar calmo, o que, como vimos, é obtido pelo processo de normalização. Os dois meios mais amplamente empregados para têmpera são água e óleo. A têmpera a óleo é muito lenta, mas previne trincas causadas pela rápida expansão do objeto em tratamento. A têmpera em água é usada paia aços carbono, bem como para aços médio carbono e aços de baixa liga.
A efetividade da têmpera depende do fato de que, quando a austenita é esfriada, não se transforma em perlita instantaneamente, mas requer um tempo para iniciar e completar o processo. Sendo que tal transformação cessa por volta de 800°F, ela pode ser prevenida ao esfriar rapidamente o material a uma temperatura menor. Quando esse material é resfriado rapidamente a 400°F, ou menos, a austenita é então transformada em uma estrutura chamada martensita. A martensita é uma solução sólida supersaturada de carbono em feirita e é a forma mais dura e forte do aço.
Se o aço for esfriado rapidamente a uma temperatura variando entre 400 e 800°F e nela for mantido por tempo suficiente, a austenita será então transformada em um material comumente chamado de bainita. A bainita é uma estrutura intermediária entre a perlita e a martensita. Embora existam várias estruturas que podem ser identificadas entre as temperaturas dadas, dependendo da temperatura empregada, são elas coletivamente conhecidas como bainita. Pela escolha dessa temperatura de transformação, praticamente qualquer variação de estrutura pode ser obtida. Tal variação aplica-se a todas as formas, desde a perlita grosseira até a martensita fina.
Revenimento
Depois de um espécime de aço ser completamente endurecido, ele se torna muito duro e frágil, apresentando tensões residuais altas. O aço é instável e tende a se contrair à medida que envelhece. Essa tendência aumenta quando o espécime está sujeito a cargas externas, uma vez que as tensões resultantes contribuem ainda mais para essa instabilidade. Tais tensões internas podem ser aliviadas por um processo de aquecimento modesto denominado alívio de tensão, ou por uma combinação de alívio de tensão e amolecimento chamada revenido. Após o espécime ter sido completamente endurecido, ao ser temperado além da temperatura crítica, por um certo período de tempo ele é reaquecido a uma temperatura abaixo daquela, podendo então esfriar em ar calmo. A temperatura à qual ele é reaquecido depende da composição e do grau de dureza ou tenacidade desejado.8 Essa operação de reaquecimento liberta o carbono preso na martensita, formando cristais de carboneto. A estrutura obtida é denominada martensita revenida. Nesse momento, ela é essencialmente uma dispersão superfina de carboneto(s) de ferro em perlita de grão fino.
Endurecimento de camada
O propósito do endurecimento de camada (cementação) é produzir uma superfície externa dura em um espécime de aço de baixo carbono e, ao mesmo tempo, reter a ductilidade e a tenacidade no núcleo. Isso é feito aumentando-se o conteúdo de carbono na superfície. Tanto materiais carbonantes sólidos quanto líquidos ou gasosos podem ser utilizados. O processo consiste na introdução da peça a ser carbonada em um material carbonante por um período de tempo definido e a uma temperatura definida, dependendo da profundidade da camada desejada e da composição da peça. Esta última pode então ser temperada diretamente a partir da temperatura de carbonação e revenida, ou, em alguns casos, deve passar por um tratamento térmico duplo, a fim de assegurar que o núcleo e a camada estejam em condições apropriadas. Alguns dos processos de endurecimento superficiais mais úteis são o carbonante de pacote, o carbonante gasoso, a nitretação, a cianetação, o endurecimento por indução e o endurecimento por hama. Nos últimos dois casos, o carbono não é adicionado ao aço em questão, geralmente um aço de médio conteúdo de carbono (p. ex., SAE/AISI1144).
Dureza
A resistência de um material à penetração por uma ferramenta pontiaguda é denominada dureza. Embora existam muitos sistemas de medida de dureza, consideraremos aqui apenas os dois de maior uso.
Os ensaios de dureza Rockwell são descritos pelo método de dureza da norma E-18 da ASTM, e as medidas são rápida e facilmente tomadas; além disso, eles têm boa reprodutibilidade e a máquina de ensaio lhes é de fácil uso. De fato, o número de dureza é lido diretamente de um mostrador. As escalas de dureza Rockwell são designadas como A, B, C, etc. Os indentadores são descritos como um diamante, uma bola de diâmetro de 1/16 in e um diamante para as escalas A, B e C,respectivamente, em que a carga aplicada é de 60,100 ou 150 kg. Assim, a escala Rockwell B, designada como RB, utiliza uma carga de 100 kg e um indentador nº 2, que é uma bola de diâmetro de 1/16 in. A escala Rockwell C, Rc, utiliza um cone de diamante, que é o indentador nº 1, e uma carga de 150 kg. Os números de dureza assim obtidos são relativos. Por tal razão, uma dureza Rc = 50 tem significado somente em relação a um outro número de dureza usando a mesma escala.
A dureza Brinell é um outro ensaio de uso bastante generalizado. Nele, a ferramenta de indentação por meio da qual a força é aplicada é uma bola e o número de dureza HB é tido como igual à carga aplicada, dividido pela área da superfície esférica da indentação. Dessa forma, as unidades de HB são as mesmas que aquelas de tensão, embora sejam raramente usadas. O ensaio de dureza Brinell demanda mais tempo, sendo que HB deve ser computado a partir dos dados de ensaio. Ambos estão empírica e diretamente relacionados à resistência à tração do material ensaiado. Isso significa que a resistência das peças poderia, se desejado, ser testada, peça por peça, durante a manufatura.
Definição da prensa
Prensas são máquinas utilizadas na conformação e corte de materiais diversos, onde o movimento do martelo (punção) é proveniente de um sistema hidráulico/pneumático (cilindro hidráulico/pneumático) ou de um sistema mecânico, onde o movimento rotativo é transformado em linear através de sistemas de bielas, manivelas ou fusos.
Para a escolha adequada de uma prensa é preciso seguir algumas características:
Tipo;
Força máxima em toneladas;
Percusos;
Distancia entre mesa e cabeçote;
Potência do motor;
Dimensões externas.
A classificação destas prensas é feita observando o funcionamento e os movimentos.
As maquinas se distinguem:
Prensas mecânicas
Prensas hidráulicas
Prensas de simples ação
Prensas de dupla ação
Prensas de tripla ação
Pela sua Função
Pelo seu comando
Prensa mecânica excêntrica de engate por chaveta
As prensas excêntricas mecânicas de engate por chaveta têm como características o curso limitado, energia constante e força variável do martelo em função da altura de trabalho. Podem ter o corpo em forma de “C” ou em forma de “H”, com transmissão direta do volante ou com redução por engrenagens, com mesa fixa ou regulável, horizontal ou inclinada.
O volante, movimentado por um motor elétrico, está apoiado ne extremidade de um eixo, através de uma bucha de engate onde se encaixa uma chaveta rotativa (meia cana). Em sua outra extremidade o eixo está fixado em uma bucha excêntrica, alojada em uma biela, responsável pela transformação do movimento rotativo em movimento linear.
Quando acionada, através de um pedal elétrico, pneumático ou hidráulico, ou comando bimanual (é proibido o uso de pedais ou alavancas mecânicas), um dispositivo mecânico ou pistão hidráulico movimenta um pino em forma de “L”, puxando uma mola que faz com que a chaveta rotativa seja acoplada à bucha de engate, transmitindo o movimento de rotação ao conjunto eixo/bucha excêntrica, transformado em movimento linear pela biela, realizando o trabalho de descida e subida do martelo.
As prensas mecânicas excêntricas de engate por chaveta, uma vez acionadas, possuem ciclo completo de trabalho, que consiste no movimento do martelo a partir de sua posição inicial, no Ponto Morto Superios (PMS), até o Ponto Morto Inferior (PMI), e retorno à posição inicial do ciclo, não sendo possível comandar a parada imediata do martelo após iniciado o seu movimento de descida.
Este é o tipo de prensa que utilizaremos para estampar nosso produto, por seu menor custo e baixa complexidade construtiva, sendo largamente encontrada em estamparias onde são requeridos maior precisão e repuxos pouco profundos.
Figura: 10

Cadeia cinemática
São todas as peças que geram movimento para ser aplicado no martelo. São exemplos os volantes, as engrenagens, os eixos, as bielas, as guias, as correias, etc. Estes componentes devem ser protegidos, conforme determina a NR 12 – Máquinas e Equipamentos em seus itens 12.2 e 12.3.
Figura: 11
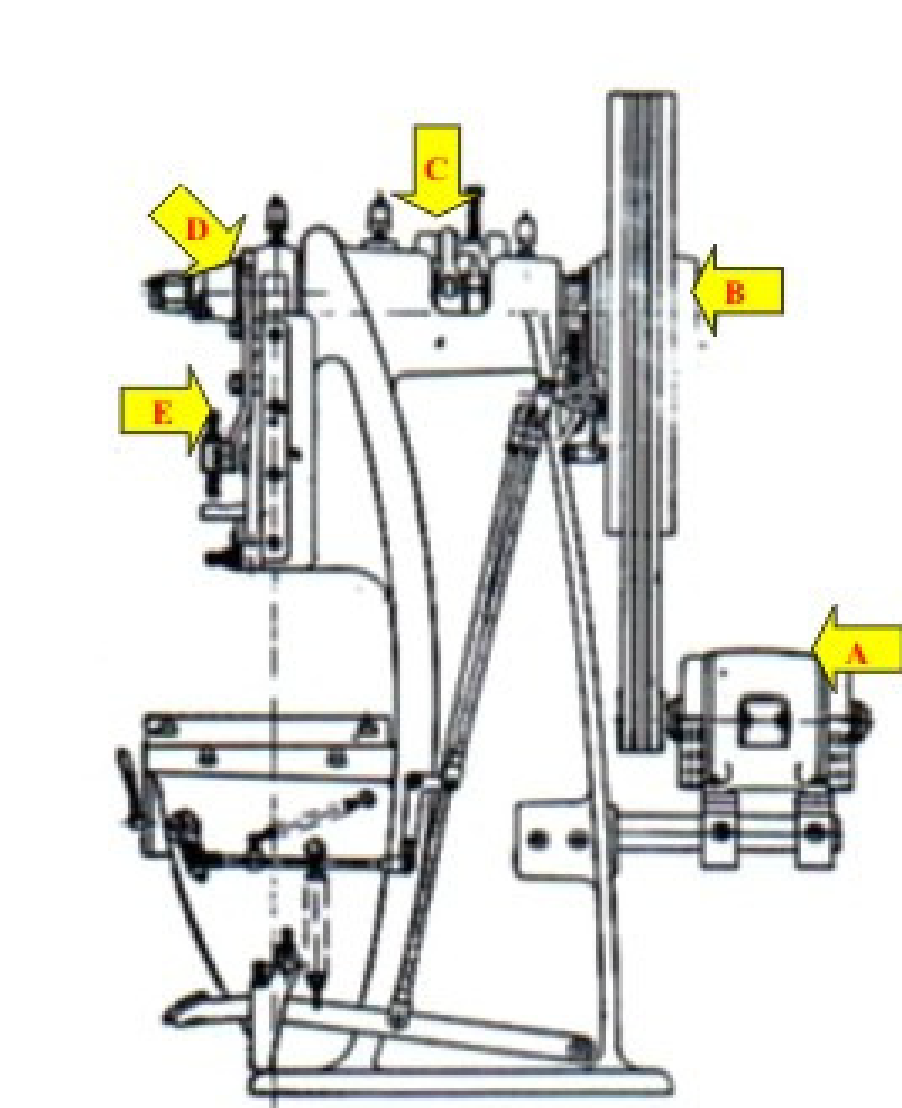
A - Motor
B- Volante
C- Eixo
D- Biela
E - Martelo
Figura: 12 Figura: 13


O conjunto ponta do eixo biela deverá ter proteção fixa, integral e resistente, pois em caso de ruptura do eixo próximo à biela por sobrecarga ou fadiga , evitará que o conjunto formado por flange da porca do eixo, porca e sextavado do eixo, bucha excêntrica, biela e mais o pedaço do eixo se projete sobre o operador, vindo a cair sobre sua cabeça. Já ocorreram vários acidentes deste tipo em todo o Brasil, e muitos acidentes foram fatais.
Controle de Qualidade
Este sistema de gestão busca transcender o conceito de qualidade aplicada ao nosso produto. A qualidade é entendida como a superação das expectativas não apenas dos clientes, mas de todos os interessados.
O enquadramento de nosso produto dentro das especificação técnicas de qualidade é a ausência de defeitos no produto final, que é verificado na medida exata da intensidade de inspeções realizadas. O controle de qualidade engloba também as condições em que o produto é produzido dentro dos custos estabelecidos no processo. A ideia de qualidade só poderá resultar de um trabalho em conjunto de todos que estão envolvidos no desempenho do processo.
Tabela com os custos estimados para a construção da ferramenta

PDCA
P – Planejar
D – Desenvolver
C – Checar
A – Agir
Etapas do processo para o projeto de estampo
P | 1 – Definimos um produto (arruela) |
2 – Definimos o tipo de matriz | |
3 – Definimos o que iríamos pesquisar sobre estampo | |
4- Definimos quem iria realizar cada tarefa | |
5 – Definimos uma data para entregar o projeto | |
D | 1 – Colocamos em prática as pesquisas |
2 – Com base nas pesquisas projetamos a matriz | |
C | 1 – Checamos nossos dados, as nossas pesquisas, e o nosso projeto |
2 – Chegamos a conclusão que esta correto e podemos executa-lo | |
A | 1 – No próximo semestre esta previsto a construção da matriz |
2 – A matriz será construída com base nas informações do projeto |
Conclusão
Com base nos objetivos propostos por este trabalho foi possível, através do uso de uma metodologia de desenvolvimento do produto chegar a fase conceitual de um estampo de corte. As informações bibliográficas permitiram o aprofundamento necessário sobre o assunto, e formou a base para dar continuidade ao desenvolvimento do trabalho. A fase de metodologia veio a acrescentar conhecimento e organizar nossos pensamentos, pois a partir deste momento com o embasamento bibliográfico e a metodologia concluída, foi possível de fato desenvolver o trabalho. A aplicação desta ferramenta proporcionou abrir um leque de alternativas possíveis para cada função do estampo o que possibilitou montar a concepção entendida visualmente e tecnicamente melhor em relação ao custo beneficio. Os objetivos pessoais também foram alcançados, pois colocou-se em prática conceitos apreendidos durante o curso.
Cronograma

Referências Bibliográficas
Estampos I – PRO-TEC - PROVENZA, FRANCESCO.
Estampos II – PRO-TEC – PROVENZA, FRANCESCO.
Estampo de Corte – BRITO, OSMAR DE


Comentários